

注塑机螺杆的材质和选择
注塑机螺杆是注塑机的重要部件,主要用于对塑料进行输送、压实、熔化、搅拌和施压。在螺杆旋转时,塑料对于机筒内壁、螺杆螺槽底面、螺棱推进面以及塑料与塑料之间在都会产生摩擦及相互运动,塑料的向前推进就是这种运动组合的结果,而摩擦产生的热量也被吸收用来提高塑料温度及熔化塑料,螺杆的设计结构将直接影响到这些作用的程度。
在材质方面,常见的螺杆主要采用38CrMoAla、SACM645、42CrMo、9Cr18MoV、SKD61、碳化钨合金、碳化钨镍基合金、全硬化粉末合金(全合金)、高温合金制造。目前我国经常使用的螺杆材料有45号钢、40Cr、氨化钢、38CrMOAl等。
(1)45号钢廉价,加工机能好,但耐磨耐腐化机能差。
热处置:调质HB220—270,高频淬火HRC45--48
(2)40Cr的机能优于45号钢,但往往要镀上一层铬,以进步其耐腐化耐磨损的本领。但对镀铬层要求较高,镀层太薄易于磨损,太厚则易剥落,剥后进反而加快腐化,目前已较少应用。
(3)氮化钢、38CrMoAl综合机能比力优异,应用比力遍及。一般氮化层达0.4—0.6毫米。但这种材料抵挡氯化氢腐化的本领低,且代价较高。
热处置调质HB220—270,渗氮HRC>65
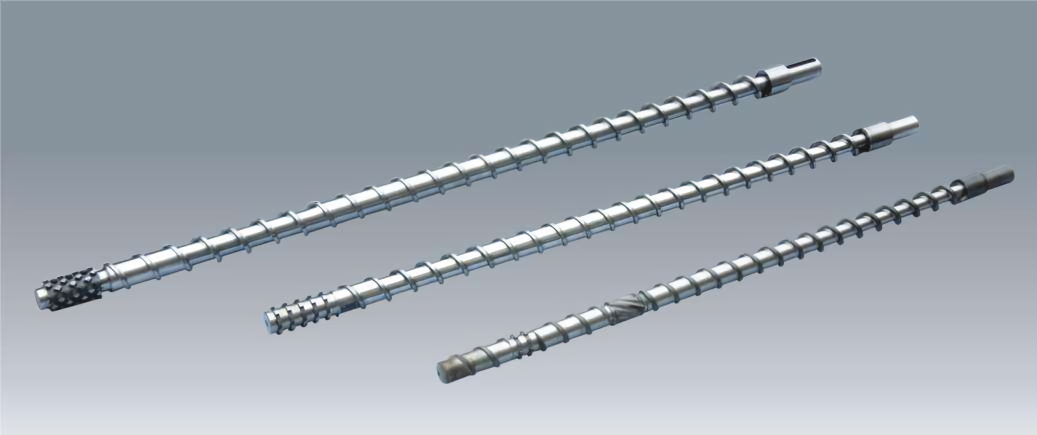
从分类上,注塑机螺杆共有三种,分别是渐变型螺杆、突变型螺杆、通用型螺杆,三种螺杆在应用上也有所不同。
(1)渐变型螺杆特点:压缩段较长,占螺杆总长的50%,塑化时能量转换缓和,多用于PVC等热稳定性差的塑料。
(2)突变型螺杆特点:压缩段较短,占螺杆总长的5%~15%左右,塑化时能量转换较剧烈,多用于聚烯烃、PA等结晶型塑料。
(3)通用型螺杆特点:适应性比较强的通用型螺杆,可适应多种塑料的加工。

螺杆可以说是注塑机的心脏,螺杆的品质好坏决定制品的质量好坏。螺杆有几个至关重要的参数影响塑化质量,一般按照以下原则,选择注塑机螺杆:
1、螺杆直径(D)
(1)与所要求的注射量相关:射出容积=1/4*π*D2*S(射出行程)*0.85;
(2)一般而言,螺杆直径D与最高注射压力成反比,与塑化能力成正比。
2、输送段
(1) 负责塑料的输送,推挤与预热,应保证预热到熔点;
(2)结晶性塑料宜长,非晶性料次之,热敏性最短。
3、压缩段
(1) 负责塑料的混炼、压缩与加压排气,通过这一段的原料已经几乎全部熔解,但不一定会均匀混合;
(2)在此区域,塑料逐渐熔融,螺槽体积必须相应下降,以对应塑料几何体积的下降,否则料压不实,传热慢,排气不良;
(3)一般占25%以上螺杆工作长度,但尼龙(结晶性料)螺杆的压缩段约占15%螺杆工作长度,高粘度、耐火性、低传导性、高添加物等塑料螺杆,占40%\50%螺杆工作长度,PVC螺杆可占100%螺杆工作长度,以免产生激烈的剪切热。
4、计量段
(1)一般占20\25%螺杆工作长度,确保塑料全部熔融以及温度均匀,混炼均匀;
(2)计量段长则混炼效果佳,太长则易使熔体停留过久而产生热分解,太短则易使温度不均匀;
(3)PVC等热敏性塑料不宜停留时间过长,以免热分解,可用较短的计量段或不要计量段。
5、进料螺槽深度,计量螺槽深度
(1)进料螺槽深度越深,则输送量越大,但需考虑螺杆强度,计量螺槽深度越浅,则塑化发热、混合性能指数越高,但计量螺槽深度太浅则剪切热增加,自生热增加,温升太高,造成塑料变色或烧焦,尤其不利于热敏性塑料;
(2)计量螺槽深度=KD=(0.03\0.07)*D,D增大,则K选小值。
来源:塑联网整理






 个人认证|120分
个人认证|120分 个人认证|120分
个人认证|120分 个人认证|120分
个人认证|120分



