

干货 | 注塑工艺的参数详解
注塑成型工艺过程主要包括合模-——填充——保压——冷却——开模——脱模等6个阶段。这6个阶段直接决定着制品的成型质量,而且这6个阶段是一个完整的连续过程。本章着重介绍填充、保压、冷却、脱模四个阶段。
注塑成型工艺的整个过程都受到一些参数的影响,这些参数的偏大或者偏小,都有可能使塑料制品的质量受损。那么,这些参数具体有哪些呢?塑联小编可以告诉你,主要有以下参数:
1、注塑温度
注塑温度是影响注塑压力的重要因素,注塑机料筒有5~6个加热段,每种原料都有其合适的加工温度。所以,注塑机温度必须控制在一定的范围内。温度太低,熔料塑化不良,影响成型件的质量,增加工艺难度;温度太高,原料容易分解。在实际的注塑成型过程中,注塑温度往往比料筒温度高,高出的数值与注塑速率和材料的性能有关,最高可达30℃,这是由于熔料通过注料口时受到剪切而产生很高的热量造成的。
2、注塑时间
这里的注塑时间是指塑料熔体充满型腔所需要的时间,不包括模具开、合等辅助时间。尽管注塑时间很短,对于成型周期的影响也很小,但是注塑时间的调整对于浇口、流道和型腔的压力控制有着很大作用。合理的注塑时间有助于熔体理想填充,而且对于提高制品的表面质量以及减小尺寸公差有着非常重要的意义。

3、注塑压力
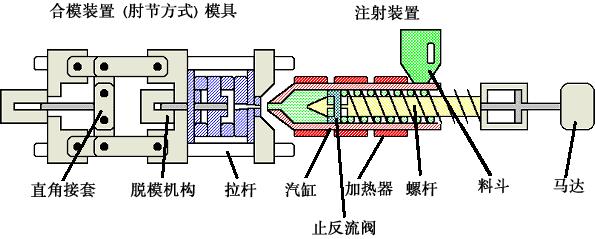
注塑压力是由注塑系统的液压系统提供的,液压缸的压力通过注塑机螺杆传递到塑料熔体上,塑料熔体在压力的推动下,经注塑机的喷嘴进入模具的竖流道(对于部分模具来说也是主流道)、主流道、分流道,并经浇口进入模具型腔,这个过程即为注塑过程,或者称之为填充过程。压力的存在是为了克服熔体流动过程中的阻力,或者反过来说,流动过程中存在的阻力需要注塑机的压力来抵消,以保证填充过程顺利进行。
在注塑过程中,注塑机喷嘴处的压力最高,以克服熔体全程中的流动阻力。其后,压力沿着流动长度往熔体最前端波前处逐步降低,如果模腔内部排气良好,则熔体前端最后的压力就是大气压。
影响熔体填充压力的因素很多,概括起来有3类:
(1)材料因素,如塑料的类型、粘度等;
(2)结构性因素,如浇注系统的类型、数目和位置,模具的型腔形状以及制品的厚度等;
(3)成型的工艺要素。
4、背压
背压是指螺杆反转后退储料时所需要克服的压力。采用高背压有利于色料的分散和塑料的融化,但却同时延长了螺杆回缩时间,降低了塑料纤维的长度,增加了注塑机的压力,因此背压应该低一些,一般不超过注塑压力的20%。注塑泡沫塑料时,背压应该比气体形成的压力高,否则螺杆会被推出料筒。有些注塑机可以将背压编程,以补偿熔化期间螺杆长度的缩减,这样会降低输入热量,令温度下降。不过由于这种变化的结果难以估计,故不易对机器作出相应的调整。
5、锁模压力
为了对抗注射压力,必须使用锁模压力,不要自动地选择可供使用的最大数值,而要考虑投影面积,计算一个适合的数值。注塑件的投影面积,是从锁模力的应用方向看到的最大面积。对大多数注塑情况来说,它约为每平方英寸2吨,或每平方米31兆牛顿。然而这只是个低数值,而且应当作为一个很粗略的经验值,因为,一旦注塑件有任何的深度,那么侧壁便必须考虑。
6、注塑速度
这是指螺杆作为冲头时,模具的填充速度。注塑薄壁制品时,必须采用高射速,以便于熔胶未凝固时完全填充模具,生产较为光滑的表面。填充时使用一系列程序化的射速,避免产生喷射或困气等缺陷。注射可在开环式或闭环式控制系统下进行。
无论采用那种注射速度,都必须将速度值连同注射时间记录于记录表上,注射时间指模具达到预定的首阶段射压所须的时间,乃螺杆推进时间的一部分。

7、保压压力与时间
在注塑过程将近结束时,螺杆停止旋转,只是向前推进,此时注塑进入保压阶段。保压过程中注塑机的喷嘴不断向型腔补料,以填充由于制件收缩而空出的容积。如果型腔充满后不进行保压,制件大约会收缩25%左右,特别是筋处由于收缩过大而形成收缩痕迹。保压压力一般为充填最大压力的85%左右,当然要根据实际情况来确定。
来源:网络,如侵删





 企业认证|450分
企业认证|450分 企业认证|450分
企业认证|450分 企业认证|450分
企业认证|450分



