

干货 | 液性塑料夹具详解及其应用
什么是液性塑料夹具?液性塑料夹具是利用液性塑料的不可压缩性,将压力均匀地传给薄壁套筒,并通过套筒的变形来定位和夹紧工件。或者在多位夹具中,液性塑料作为传力介质,将压力均匀地传给滑柱来夹紧工件。
液性塑料夹具在加工薄壁、高精度零件方面具有独特的优势,能够减轻劳动强度,提高劳动生产率。
一、液性塑料夹具基本设计思路
1、什么是液性塑料夹具
液性塑料夹具是利用液性塑料的不可压缩性,将压力均匀地传给薄壁套筒,并通过套筒的变形来定位和夹紧工件。可应用于磨、车、铣、钻、镗、齿轮加工(滚齿、插齿、刨齿)、蜗轮加工等。机械加工工序中还可应用于检验和工具制造。使液性塑料产生压力的来源有:手动、气压及液压。在某些场合下。液性塑料产生的压力主要起定位作用,而压紧工件是采用气压或液压。

2、液性塑料夹具的优点
(1)定心精度高:液性塑料夹具与被加工零件是圆柱面接触.接触面可达整个薄壁长度的80%,定位误差小。加工精度高,可以保证被加工表面的同轴度在0.002-0.003 mm以内。
(2)提高生产率:使用液性塑料夹具,不需耍用百分表找正工件,操作方便,辅助时间可降低80%左右。塑料夹具夹紧工件是沿圆柱表面均匀接触,零件基准面不会因压夹而损坏.从而减少了废品。
(3)夹具结构简单,降低制造成本,塑料夹具与弹簧夹头比较,更容易制造。制造成本比普通夹具平均可降低20%一30%左右。
3、液性塑料的配制和压注过程
液性塑料的配方有聚氯乙烯树脂、磷苯二甲酸二丁脂、硬脂酸钙、真空油(或透平油)。
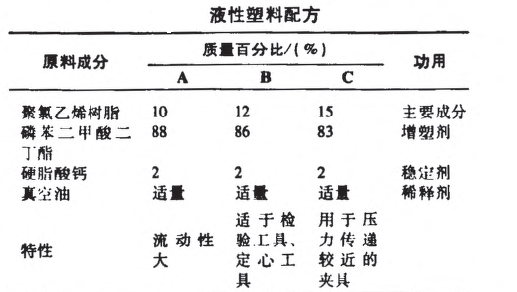
配制时先将磷苯二甲酸二丁脂和真空油混合并搅拌均匀,再将聚氯乙烯树脂与硬脂酸钙拌合。最后将上述两种混合物均匀混合在一起,并把它放置一天,使聚氯乙烯树脂在增塑剂中充分膨胀和扩散。熔化塑料在压注装置里进行。将配好的混合物放入加热炉中,用电炉缓慢加热,并不断搅拌。开始时塑料为白色液体,在逐渐加热过程中变成浆糊状,最后为透明的半液体,能拉长丝。此时保温10-30min,使气泡上浮后进行压注。在压注前须将夹具体预热到130℃~140℃。从而使塑料在夹具内腔缓慢冷却,不使形成气泡。
注意:塑料熔化时,会分解出有害气体,所以室内必须有良好的通风,或者在专门的通气柜中进行。搅拌时应用铁棒,缓慢而均匀地搅拌,否则会产生气泡。
4、薄壁套筒的设计
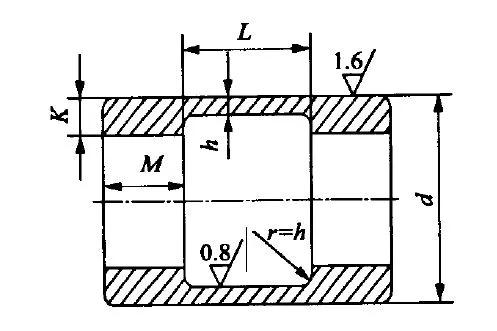
塑料管道内允许压力不能过大,一般最大不超过30Mpa,压力过大时塑料可能渗漏,或将薄壁套筒胀裂。因此,用于定心兼夹紧工件时,工件的定位面精度要高;用于多位夹紧工件时,工件耍小。同时,薄壁胀量又与套筒的直径有关,套筒直径愈大,在相同的液性塑料压力下愈易胀开。
5、注意事项
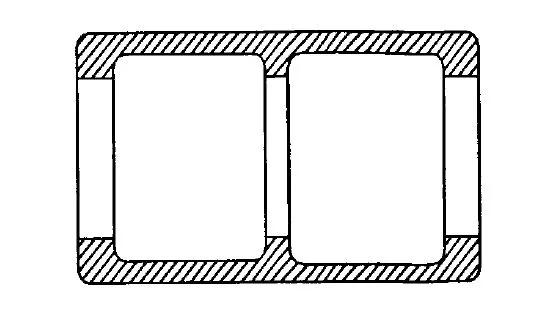
(1)工件较长时,如果采用单阶段型式薄壁套筒,会形成腰鼓形,工件夹紧不稳定。改成如图4的双阶段型式,即可弥补这一缺点。
(2)管道的浇口位置应高于共他部位,以便利用塑料的重量下流到各处。
(3)多位液性塑料夹具的设计,应尽量避免塑料直接承受切削力,工件安放位置应尽量靠近,以缩短机动时间和管道长度。
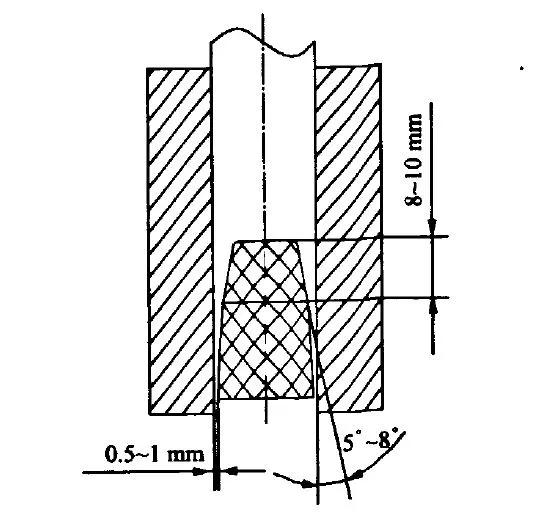
(4)防止液性塑料的渗漏:液性塑料的渗漏是不可忽视的。应正确地选择液性塑料的配方、滑柱长度、滑柱和孔的配合间隙。同时,可以采用迷宫密封、钢球密封、锥孔密封装置(如图5)和加橡胶垫圈等结构如果在使用过程中,液性塑料已渗漏使夹具失灵时,只要用塑料粒填入内腔,即可使用。若泄露特别严重,则需要更换滑柱。
二、在孔精确定位中的应用
1、待加工零件
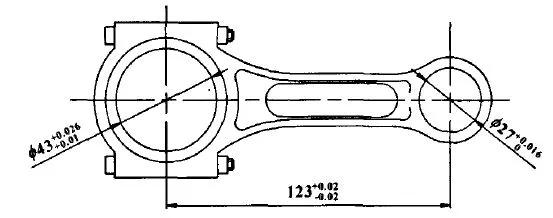
在许多零件的加工中为了达到孔与孔之间很高的位置精度,常常需要对已加工的孔进行精确定位。如在加工连杆铜套孔(时,为了保证位置尺寸则需要对已加工好的孔进行精确定位。采用一般锥面挤胀的方法进行定位装夹存在一个缺陷:将工件从夹具上取下来将花费很多辅助时间,生产效率低。针对这个问题,对夹具进行了改进,采用液性塑料夹具,使生产效率有了很大的提高。
2、夹具的改进
采用液性塑料夹具,改进后的夹具结构如图7所示。芯轴6通过螺纹联结固定在夹具体1上,而薄皮外套3通过过盈配合固定在芯轴6上。芯轴6直径为24mm,轴向有一个长60mm、直径12mm孔,前端是长30mm、M16的螺孔,纵向有两个直径为8mm的通孔,这两个纵向孔与轴向孔相通;薄皮外套3材料为弹簧钢,厚度为0.5mm,并经过淬火处理,外圆直径为φ430 -0.1mm,与连杆大孔的间隙保证在0.05-0.1mm。活塞5与芯轴6采用小间隙配合,双边间隙为0.01-0.02mm;芯轴6与薄皮外套3采用加热过盈配合。芯轴孔和薄皮外套内腔填充液性塑料2,液性塑料2是自行配制的化学制品。先将液性塑料2加热至100℃以上,此时其黏度很低,流动性很好,可以很快充满芯轴孔和薄皮外套内腔。

1-夹具体2-液性塑料3-薄皮外套4-挤压螺钉5-活塞
6-芯轴7-工件8-定位销9-固紧螺钉
3、操作方法
装夹时首先将工件大端套在薄皮外套3上,小端用定位销8定位,然后将挤压螺钉4拧紧,这样液性塑料2在挤压螺钉4的作用下将会产生很大的压力,薄皮外套3在压力的作用下向四周胀开,将工件7夹紧定位,最后拧紧固紧螺钉9拔出定位销8。加工结束后,首先松开挤压螺钉4,由于没有挤压螺钉4的挤压作用,液性塑料2的压力将会消失,薄皮外套3将恢复到自由状态,回到原来的尺寸。
4、应用结果
采用液性塑料夹具进行连杆孔的加工,所有工件经检测位置尺寸都符合要求,并且生产效率有了很大的提高,由10件/h提高到30件/h,这为工件的大批量生产提供了保证,也为同类零件的加工提供了新的思路。
三、在航空发动机精密件加工中的应用
航空发动机精密件小巧薄壁,工作表面为内孔或者外圆,要求较高的尺寸精度和同轴度,其他加工表面对其都有技术要求。实现精密件的高精度、高效率和高可靠性的切削加工一直是航空制造业面临的一个重要课题。
1、加工要求
图8为航空发动机的薄壁壳体,壁厚仅有4毫米,内孔为工艺基准,外圆对内孔的同轴度要求达到0.005毫米,加工难度大,外圆采用先粗车、再精车,最终进行磨加工的工艺路线。加工过程中必须使用专用夹具,而且要求夹紧力均匀。
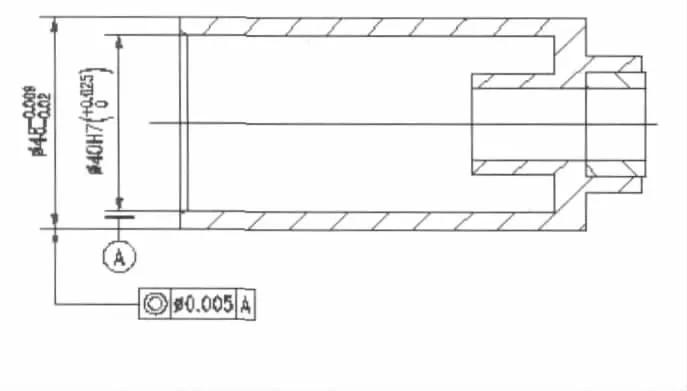
以往采用钢性芯轴以孔定位,夹紧两端面磨削外圆,同轴度超差,废品率在60%~70%以上。经过反复试验研究,发现采用液性塑料涨紧夹具可以满足零件加工要求。
2、液性塑料涨紧夹具结构设计
液性塑料涨紧夹具是根据液体在密闭容器里能均匀地向各个方向传递压力和薄壁金属弹性变形的原理设计的一种弹性心轴结构。夹具主要由底座1、主轴2、薄壁套筒3、螺栓6、柱塞13、液性塑料16等组成。具体结构见图9。在薄壁套筒内腔与主轴孔内注满液性塑料,液性塑料是半透明的冻胶物质,具有一定的弹性与机械强度,在压力作用下塑料不渗漏,传递压力良好。旋转螺钉时通过柱塞挤压液性塑料,使薄壁套筒产生弹性变形,从而涨紧工件。
3、液性塑料涨紧夹具工作原理
在夹具充满液性塑料的状态下,拧紧螺栓6,推动柱塞13运动,由于夹具处于密闭状态,液性塑料又是不可压缩的,压力通过液性塑料均匀地传导到套筒的内外壁,使内外壁产生弹性变形,外壁向外扩张,内壁向内收缩,螺钉拧入越多,塑料压力越大,套筒径向变形量也越大,套筒与工件之间的间隙逐渐减小而最后形成圆柱面接触,使工件准确地定心。
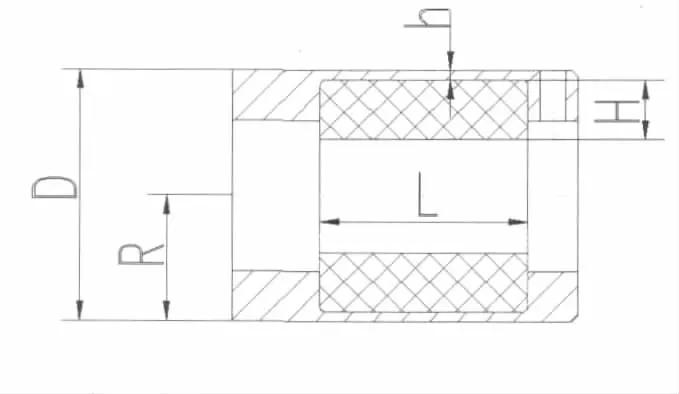
4、薄壁套筒的设计
当塑料压力一定时,套筒径向变形量是与其壁厚成反比,同时为了保证套筒薄壁有足够的强度和保持其几何形状的稳定性,在设计薄壁套筒时,必须慎重地选择套筒的薄壁厚度。设计时需要考虑下列因素:
(1)夹具的工作条件:如工件基准面的几何形状(圆柱面长度与直径之比),工件基准面的公差范围,加工性质(磨、车、铣)和其他等等;
(2)套筒环状槽内塑料压力的大小;
(3)薄壁套筒材料的机械性能:材料的屈服点,抗拉强度和弹性模数等;
(4)薄壁套筒的刚性;
(5)夹具的密封性(如柱塞和柱塞孔的配合)
5、柱塞和滑柱结构设计
柱塞的材料选用聚四氟氯乙烯F-4,这种材料具有良好的耐磨和自润滑性能,头部使用带内锥孔的结构,这样可以利用聚四氟氯乙烯的弹性,在推进柱塞时,起到自动密封作用。柱塞13与螺6螺纹连接,柱塞头部为半球形,可有效避免柱塞与孔干涉。
6、液性塑料涨紧夹具的优点
定心准确度高,不论工件以外圆为基准或以内孔为基准,也不论工件基准面直径大小如何,都能使工件获得很高的定心准确度;缩短生产周期及降低制造成本,塑料夹具是利用套筒的均匀变形来定位与夹紧的,所以工件的装卸很迅速,能够显著地缩短辅助时间,从而提高劳动生产率及设备的利用率;液性塑料本身无腐蚀作用,因此长久不失性能。
夹具的设计是一个精密的设计过程,需要平时的经验积累。液性塑料夹具是夹具中的一种。它依靠液性塑料的弹性力固定工件,属“软接触”,在薄壁、精密、大型壳体零件的加工中发挥了不可替代的作用。
来源:网络,如侵删






 企业认证|450分
企业认证|450分 企业认证|450分
企业认证|450分 企业认证|450分
企业认证|450分



